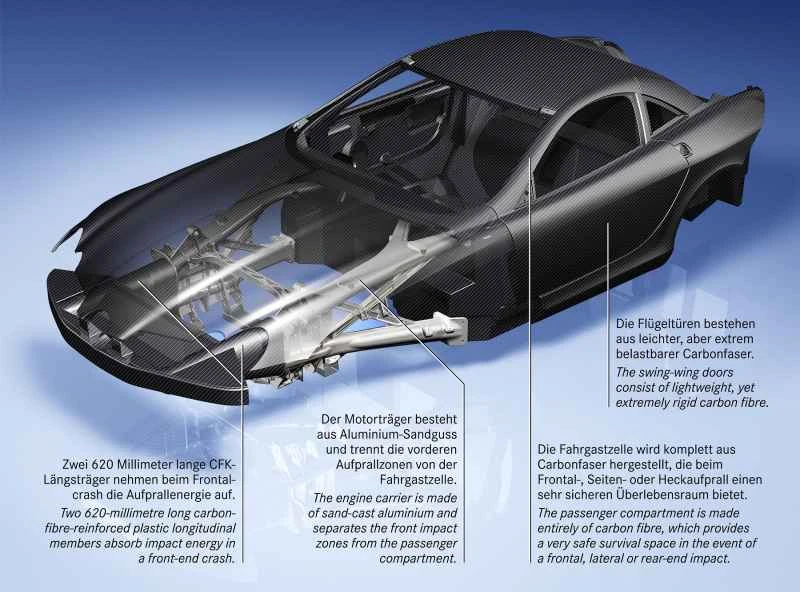
▲多くのトップスーパーカーは、内外装の構造部品にカーボンファイバーを採用しています。その製造技術は一般的なアフターマーケット部品をはるかに凌駕しており、まさにハイテクなレーシング製品と言えるでしょう。質問6: 炭素繊維板金部品には等級分けがあると聞きました。 「手造り層」「真空吸引」「熱圧着」の3種類に分けられます。最も魅力的な軽量ボディパネルは、間違いなくカーボンファイバー製です。その最も印象的な特徴は、はっきりと見える3次元繊維構造です。カーボンファイバーは、同じ面積であれば他の素材(アルミニウム合金や鋼鉄など)よりも高い強度と軽量性を備えているため、多くのレーシングカーやハイテク用途に使用されています。さらに、織り方を変えることで、強度と靭性のレベルを変えることができます。しかし、カーボンファイバーの最大の欠点は、その非常に高いコストで、それが価格に反映されています。フルカーボンファイバー製のボンネットは、3万台湾ドルを超えることも珍しくなく、手の届かない高性能の象徴となっています。しかし、同じカーボンファイバーの織り方でも、製造工程の違いによって、空力部品の特性や重量が大きく異なることをご存知でしたか? カーボンファイバーがレーシングカーに広く使用されているのは、軽量化効果だけでなく、硬度と耐衝撃性にも優れているためです。写真のカーボンファイバーコーンは、衝撃を受けても完全に粉砕されず、網目状の損傷が見られます。これは、カーボンファイバーが衝撃力を効果的に吸収できることを示しています。 多くのトップスーパーカーは、内外装の構造部品にカーボンファイバーを採用しており、その製造技術は一般的なアフターマーケット部品をはるかに凌駕する、まさにハイテクレーシング製品です。しかし、同じカテゴリーのカーボンファイバー製エアロキットであっても、製造工程の違いから「ハンドレイド」、「バキュームサクション」、「ホットプレス」の3種類に大別されます。「ハンドレイド」は最も低レベルの製法であり、現在、アフターマーケットのカーボンファイバー製品の主流となっており、大きな割合を占めています。製造には、製品の曲線を成形するための「外型」のみが必要です。ガラス繊維を手作業で型に重ねることで強度を高めます。乾燥後、型から取り出し、表面にカーボンファイバークロスを塗布し、ニスを塗って研磨します。この製法の利点は、製造コストが低く、技術的な複雑さも比較的少ないため、価格が手頃で、自動車アフターマーケットの主流となっています。欠点は、耐熱性、厚み、重量の低さ、精度の低さ、そしてガラス繊維の内層の平滑性の欠如です。さらに、カーボン繊維は外層の美観を目的としたものであり、真のカーボンファイバー製品とは言えず、軽量化には限界があります。その軽量化効果は、高級カーボンファイバー製品と比較するのが難しいです。 このカーボンファイバーフードはホットプレス成形法で作られているため、背面にはグラスファイバーの質感が残っています。断面を見ると、中間層が半透明の樹脂層であることがはっきりとわかります。また、表面の放熱孔にはカーボンファイバークロスのない黒い部分が見えます。 「ハンドレイヤー」と呼ばれるカーボンファイバーの製造工程では、FRPパーツの表面にカーボンファイバークロスを貼り付け、金オイルを塗布して研磨します。そのため、下地は依然としてFRPであるため、軽量化には限界があります。また、加熱すると全体の硬度が軟化しやすく、特にボンネットではその傾向が顕著です。質問 7: 炭素繊維は体積が少なくなく、正確な寸法が求められる場合、どのような方法でコストと製品品質のバランスをとることができますか?炭素繊維におけるコストと品質のバランス - 真空吸引法過去の取材で、上下のボックスを組み立てるエアインテークボックスに遭遇したことがあります。これらはかなり大きく、構造も複雑なため、「手作業による積層」や「ホットプレス」による製造は難しそうです。そのため、後に一部のメーカーはいわゆる「真空吸引加圧」方式を開発しました。この工程にも「内型と外型」が必要ですが、金型は必ずしも金属製である必要はありません。外型は成形に、内型は加圧に使用されます。製造工程では、まず外型の上に炭素繊維布を敷き、次に内型を挿入します。内型には多数のチューブがあり、そのうちの1つは内型と外型の間の空気を排出するために使用されます。2つの型の間に空気が入り込むことができないため、内型は炭素繊維材料を外型にしっかりと押し付けます。もう1つのチューブは接着樹脂と接続されています。真空状態になると、エポキシ樹脂が金型内に引き込まれます。樹脂が別のガイドチューブに流れ込むと、金型内に樹脂が充填されたことを意味します。成形中は内型と外型も加熱され、エポキシ樹脂の特性を安定させ、完成品の耐熱性と耐衝撃性を向上させます。樹脂が乾燥した後、金型を脱型し、成形、補修、金塗料の吹き付けなどの後続工程を行います。 「真空吸引加圧」は、品質とコストを両立させた最善の製造方法です。製造には「内型と外型」が必要です。まず、外型の上にカーボンファイバークロスを敷き、次に内型を挿入します。内型にはチューブが取り付けられており、内型と外型の間の空気を吸引します。内型はカーボンファイバー素材と外型をしっかりと加圧します。もう1本のチューブはエポキシ樹脂を金型内に吸引します。 真空吸引と加圧成形によって製造された製品は、内外両面に炭素繊維の質感が見えるだけでなく、超薄型・軽量化を実現し、完成品の厚さは約1.5mm(手作業で積層された炭素繊維部品の厚さは約6mm)。高精度と優れた耐熱性も特徴で、ハイエンドの炭素繊維製造プロセスとなっています。この工程の利点は何でしょうか?完成品は、内外両面に炭素繊維の質感が現れるだけでなく、超薄型・軽量化を実現し、仕上がり厚さは約1.5mm(手貼り炭素繊維部品の厚さは約6mm)。ポイントは、製品精度が高いことです。集気箱に加工しても、上下のカバーが合わない、ネジ穴に合わないといった心配がありません。製品の品質を損なうことなく製造コストを削減でき、国内外のメーカーが現在開発に力を入れている炭素繊維部品製造技術です。 真空吸引方式で製作されたカーボンファイバーボンネットです。裏面の質感から、FRPをベースとしたセミカーボンファイバー製品ではなく、本物のカーボンファイバー製品であることが分かります。軽量で、高温でも強度が低下せず、優れた耐久性を備えています。 炭素繊維の組織はK数によっても区別できます。K数とは、炭素繊維の束に含まれる単繊維の本数を指します。3Kは炭素繊維の束に含まれる単繊維の本数が3,000本であることを意味し、12Kは炭素繊維の束に含まれる単繊維の本数が12,000本であることを意味します。組織の観点から言えば、K数が大きいほど組織が大きくなります。質問8:自動車に搭載されるカーボンファイバー製トリムパネルなど、一部のカーボンファイバー部品は非常に薄く作ることができます。これはどのようなカーボンファイバー製造プロセスですか?最も労働集約的な製造プロセス技術 - 熱成形ご質問のカーボンファイバーフードは、熱成形法で製造された部品である可能性が高いです。熱成形法は前述のハンドラミネート法とは異なり、使用する原材料も異なります。ハンドラミネート法で使用されるカーボンファイバークロスは、ごく普通の布地で、繊維が感じられ、柔らかく、しなやかな感触です。しかし、熱成形法は異なります。熱成形法で使用されるカーボンファイバークロスには「エポキシ」が添加されており、これによりカーボンファイバークロスはより硬く、より弾力性があります。また、触るとベタベタした感触があり、通常は冷蔵保存が必要です。この加工のため、原材料コストだけでもハンドラミネート法の2~3倍ほど高くなります。製造工程では高温・高圧の成形が必要となるため、鋼製の金型が必要となります。そのため、製品製造前に精密な採寸を行い、金型を作成する必要があります。さらに、成形には表裏両方の金型が必要となるため、手打ち製品のように金型が1つで済むのとは異なり、鋼製の金型は「一対」必要となります。熱成形工程自体はそれほど難しくなく、約130~140℃に加熱しながら圧力をかけて成形する工程です。そのため、専用の熱成形設備が必要となり、製品が大型化すれば設備も大型化し、必然的にコストも高くなります。こうした要因が、自動車市場における熱成形製品の普及を阻んでいるのです。 これは「ホットプレス」工程で使用される鋼製金型とホットプレスです。製造工程には専用のホットプレス設備が必要となるため、製品が大型化すればするほどホットプレス設備も大型化し、必然的にコストも増加します。こうした理由から、ホットプレス製品は自動車市場で広く普及していません。 従来の手作業によるカーボンファイバーコーティングでは、製品の細部を際立たせることができず、また製品が小さすぎると製造が困難でした。しかし、ホットプレス加工はこれらの問題を解決します。そのため、自動車用カーボンファイバー製バックミラー、ステアリングホイール、センターコンソール、シフトパネルなどは、ホットプレス加工によって製造された「薄い」カーボンファイバー部品として、ますます多く見られるようになっています。しかし、炭素繊維製品の需要が急増し、その用途がますます広がるにつれ、自動車用熱成形製品の需要が高まっています。従来の手作業による炭素繊維の積層では、製品の細部を強調することができず、小型製品の製造には大きな課題がありました。一方、熱成形はこれらの問題を解決します。バックミラー、レインウィンドウ、ステアリングホイール、センターコンソール、ギアシフターなどの炭素繊維部品はすべて、熱成形を使用して製造できます。これらのトリムパネルは小型であるため、必要な金型と熱成形設備も削減され、より効果的なコスト管理が可能になります。さらに、熱成形製品は紙のように薄いため、トリムパネルに最適であり、取り付け後のフィット感を効果的に向上させます。これは、炭素繊維内装部品によく使用される製造方法です。 この写真は、F1マシンのフレームを製造できる数少ない企業が所有するカーボンファイバー部品の製造設備を示しています。本物のカーボンファイバー部品がカーボンファイバー糸から層ごとに織り合わされている様子が分かります。 最高級スーパーカーに使用されているカーボンファイバー部品は、カーボンファイバーシートを層状に重ね、高圧・高温の真空炉で固めて作られ、非常に高い剛性を実現しています。 【100の質問】車体軽量化に関する8つの質問(前編):軽すぎる車体は高速走行や安全性に悪影響を与える可能性がある【100の質問】軽量車体改造に関する8つの質問(後編):車体が軽すぎると高速走行や安全性に悪影響が出る